Einige Faktoren sind: Die Anpresskraft, Geschwindigkeit, Temperaturen der Walzen und die zusätzlichen Heizungen, der Walzenspalt, die Härte der Walzen und Zugkräfte der Folien.
Die Anpresskraft sorgt für genügend Druck zwischen den Materialien. Die Verbindung von zu laminierenden Materialien wird durch eine klebende Schicht ermöglicht. Es kann ein Kaltkleber (selbstklebende Folie), eine adhäsiv haftende Folie oder thermisch aktivierbare Folie verwendet werden. Für die thermische Folie ist eine prozesssichere Temperatureinstellung wichtig. Für einige Produkte kann das Vorheizen entscheidende Vorteile bringen.
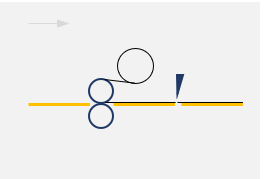
Geschwindigkeit und Temperaturen sind stark voneinander abhängig. Der einstellbare Anpressdruck der Walzen entscheidet über das Laminierbild. Dieser Walzenspalt schont die Walzen, wenn Produkte über 1 mm stark sind.
Die Beschaffenheit der Walzen ist ebenfalls von Bedeutung. Es ist wichtig, zumindest eine flexible Komponente zu haben. Meistens werden deshalb gummierte Walzen verwendet. Auch die Kombination aus einer harten und gummierten Walze ist möglich. Zwei harte Walzen werden seltener verwendet: Z. B. wenn ein sehr weiches Material verarbeitet wird.
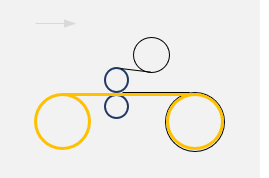
Die Zugspannungen der Folien sind besonders bei dünnen, dehnbaren Folien (z. B. Membranen) sehr entscheidend. Steife Folien sind unempfindlicher und die Einstellung deshalb weniger kritisch. Die neue Generation an Laminatoren verfügt über dynamische Bremsen, welche die Bremskraft abhängig vom Durchmesser der Folienrollen anpassen. Dadurch wird die Folie immer mit derselben Zugkraft zugeführt, was eine hohe Prozessstabilität zur Folge hat.